 英语
英语 德语
德语 阿拉伯语
阿拉伯语Content
- 1 What Type of Alloy Is Steel? The Direct Answer
- 2 How Steel Is Classified as an Alloy
- 3 What Each Alloying Element Actually Does to Steel
- 4 Alloy Steel Forgings: Why Forging Is the Right Process for Alloy Steel
- 5 Major Types of Alloy Steel and Their Industrial Roles
- 6 The Forging Process for Alloy Steel: From Billet to Finished Part
- 7 Industries That Depend on Alloy Steel Forgings
- 8 Alloy Steel vs. Carbon Steel vs. Stainless Steel: Choosing the Right Material
- 9 Heat Treatment of Alloy Steel Forgings: Unlocking the Full Property Range
- 10 Quality Control in Alloy Steel Forgings: Testing Methods and Standards
- 11 Global Market and Future Trends in Alloy Steel and Forgings
- 12 Frequently Asked Questions About Steel Alloys and Alloy Steel Forgings
What Type of Alloy Is Steel? The Direct Answer
Steel is fundamentally an iron-carbon alloy, where carbon content ranges from 0.02% to 2.14% by weight. That narrow band of carbon transforms otherwise brittle pig iron into a material capable of spanning bridges, housing turbines, and forming the backbone of modern infrastructure. Beyond this basic iron-carbon combination, Alloy Steel introduces additional alloying elements — such as manganese, chromium, nickel, molybdenum, vanadium, and silicon — to engineer specific mechanical, thermal, and chemical properties that plain carbon steel simply cannot achieve.
The term "alloy steel" is both precise and broad. In the strictest metallurgical sense, all steel is an alloy because it contains at least two elements. But in industrial practice, "alloy steel" refers specifically to steels where deliberate additions of one or more alloying elements push performance beyond standard carbon steel grades. When this material is shaped through compressive force while hot or cold, the result is Alloy Steel forgings — components prized for their directional grain flow, superior toughness, and fatigue resistance across demanding service environments.
How Steel Is Classified as an Alloy
Metallurgists classify alloys based on their base metal and the nature of the additional elements. Steel sits within the broader family of ferrous alloys — alloys where iron is the dominant element. Within ferrous alloys, the carbon content draws the first major dividing line:
Within the steel family, the American Iron and Steel Institute (AISI) and Society of Automotive Engineers (SAE) maintain a widely adopted designation system. Carbon steels carry low concentrations of alloying elements, whereas alloy steels deliberately exceed the following threshold concentrations (as defined by AISI) for any single element: 1.65% manganese, 0.60% silicon, or 0.60% copper, or include specified minimum amounts of aluminium, chromium, cobalt, niobium, molybdenum, nickel, titanium, tungsten, vanadium, or zirconium.
This classification matters enormously in procurement, welding procedure qualification, heat treatment planning, and the production of Alloy Steel forgings. A forging shop sourcing 4340 alloy steel (a nickel-chromium-molybdenum grade) must treat it very differently from a plain 1045 carbon steel in terms of preheat temperatures, quench media, and tempering cycles.
| Steel Category | Carbon Content | Key Alloying Elements | Typical Applications |
|---|---|---|---|
| Low-Carbon Steel | 0.02%–0.30% | Mn, Si (minor) | Sheet metal, wire, structural beams |
| Medium-Carbon Steel | 0.30%–0.60% | Mn, Si | Shafts, gears, railway wheels |
| High-Carbon Steel | 0.60%–2.14% | Mn, Si | Springs, cutting tools, piano wire |
| Low-Alloy Steel | 0.10%–0.50% | Cr, Ni, Mo, V (<5% total) | Pressure vessels, pipelines, Alloy Steel forgings |
| High-Alloy Steel (e.g. Stainless) | Varies | Cr (>10.5%), Ni, Mo | Food equipment, medical devices, marine |

What Each Alloying Element Actually Does to Steel
Understanding why steel is formulated the way it is requires knowing what each element contributes. This knowledge is especially relevant for Alloy Steel forgings, where the final microstructure depends on the alloy chemistry interacting with the forging temperature, reduction ratio, and subsequent heat treatment.
Carbon
The most influential element. Each 0.10% increase in carbon raises tensile strength by approximately 65–70 MPa while reducing ductility. Carbon forms iron carbide (Fe3C, cementite), which hardens the matrix. At higher levels, weldability and impact toughness decline sharply.
Manganese
Present in virtually all commercial steels at 0.30%–1.80%. Manganese desulfurizes the melt, preventing hot-shortness. It also increases hardenability — the depth to which steel can be hardened — making it indispensable in structural Alloy Steel grades and heavy forgings.
Chromium
Added from 0.50% upward for hardenability and wear resistance. At levels above 10.5%, chromium forms a self-healing passive oxide layer, defining stainless steel. In tool steels and die steels, chromium carbides provide exceptional abrasion resistance. Common in 52100 bearing steel and H13 tool steel.
Nickel
Nickel strengthens ferrite without reducing toughness, a rare combination. It is particularly effective at sub-zero temperatures, which is why nickel alloy steels (e.g., 9% Ni steel) are used for liquefied gas storage at -196°C. In Alloy Steel forgings for aerospace landing gear or defense applications, nickel content of 1.8%–4.0% is common (as in 4340 and 300M).
Molybdenum
Even small additions (0.15%–0.30%) dramatically improve hardenability and prevent temper embrittlement — the loss of toughness that occurs when certain alloy steels are held or slowly cooled through 250°C–400°C. Molybdenum also improves elevated-temperature strength, making it essential in creep-resistant steels for power generation equipment.
Vanadium
A grain refiner. Vanadium carbides and nitrides pin austenite grain boundaries during hot working and heat treatment, keeping the microstructure fine. Fine grain size improves both strength and toughness simultaneously — a trade-off that is otherwise difficult to achieve. Vanadium is used in microalloyed steels, forged crankshafts, and high-speed tool steels.
Silicon
A deoxidizer during steelmaking, silicon also strengthens ferrite. At 1%–2% levels, it is the primary alloying element in spring steels (e.g., 9260) and electrical steels, where it reduces core losses by increasing electrical resistivity. Silicon raises the elastic limit, which is why coil springs are silicon-manganese alloy steel rather than plain carbon grades.
Boron
Extraordinarily potent at tiny additions. As little as 0.0005%–0.003% boron increases hardenability dramatically without affecting other mechanical properties. Boron-treated steels (the "B" suffix in AISI designations, e.g., 10B30) allow reduction of more expensive elements like nickel and molybdenum, reducing cost without sacrificing through-hardening capability.
Alloy Steel Forgings: Why Forging Is the Right Process for Alloy Steel
Not all steel components are created equal, even when made from identical chemistry. The manufacturing route — casting, machining from bar, or forging — determines the internal structure of the part and therefore its performance under load. Alloy Steel forgings deliver a set of structural advantages that no other process can fully replicate.
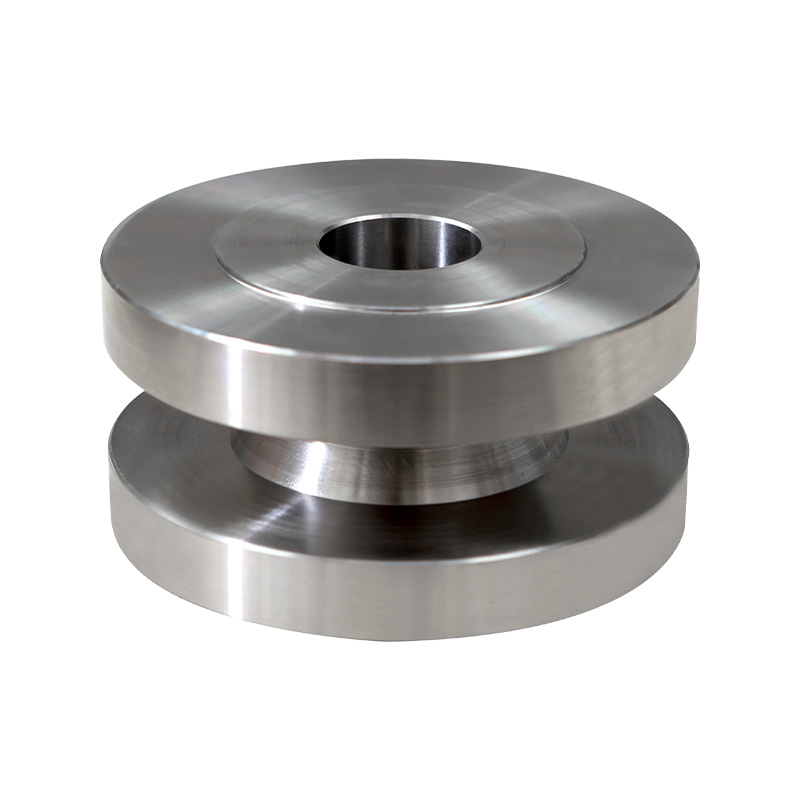
Grain Flow and Directional Strength
When an alloy steel billet is forged, the plastic deformation aligns the metal's grain structure along the contours of the part. This is called fiber flow or grain flow. In a forged crankshaft, for example, the grain lines wrap continuously around each throw and journal, following the shape of the component. A machined crankshaft cut from bar stock severs those grain lines, leaving end-grain exposed at stress concentration points. The result: forged crankshafts routinely outlast machined equivalents under equivalent fatigue loading by a factor of 2–3× in published fatigue test comparisons (ASM Handbook, Volume 14A, Metalworking: Bulk Forming).
Porosity Elimination and Density Uniformity
Cast steel contains inherent shrinkage porosity, gas pores, and dendritic segregation — all of which create local weak spots. The compressive forces in forging collapse and weld these voids shut. An ingot of 4340 alloy steel that starts with measurable porosity produces a forging with near-zero detectable voids by ultrasonic inspection per ASTM A388 standards. This matters critically in pressure-containing components like valve bodies, where internal leakage paths through porosity would be unacceptable.
Superior Mechanical Properties
A direct comparison tells the story clearly:
| Property | 4340 Alloy Steel Forging (Q&T) | 4340 Cast Steel (Q&T) |
|---|---|---|
| Ultimate Tensile Strength | 1,034–1,172 MPa | 930–1,000 MPa |
| Yield Strength | 862–1,000 MPa | 760–860 MPa |
| Charpy Impact (CVN) | 54–81 J at -40°C | 27–41 J at -40°C |
| Fatigue Limit (R = -1) | ~586 MPa | ~448 MPa |
| Reduction in Area (%) | 58–65% | 35–45% |
Common Grades Used in Alloy Steel Forgings
- 4130 (Chromoly): 0.28–0.33% C, 0.80–1.10% Cr, 0.15–0.25% Mo. Used in aircraft structural fittings, roll cages, and bicycle frames. Good weldability for an alloy steel.
- 4140: 0.38–0.43% C, 0.80–1.10% Cr, 0.15–0.25% Mo. The most widely used low-alloy steel globally. Forgings include oil-field drill collars, gears, dies, and fasteners.
- 4340: 0.38–0.43% C, 1.65–2.00% Ni, 0.70–0.90% Cr, 0.20–0.30% Mo. One of the most capable structural alloy steels. Used for aircraft landing gear, large crankshafts, and ordnance components requiring very high strength with adequate toughness.
- 8620: 0.18–0.23% C, 0.40–0.70% Ni, 0.40–0.60% Cr, 0.15–0.25% Mo. A case-hardening steel. Forgings are subsequently carburized or carbonitrided to produce a hard, wear-resistant surface over a tough core. Standard for ring and pinion gears.
- 52100: 0.93–1.05% C, 1.35–1.60% Cr. High-carbon chromium bearing steel. Used almost exclusively in rolling element bearings, where surface hardness of 60–64 HRC is required after hardening.
- 300M: A modified 4340 with extra silicon (1.45–1.80%) and vanadium. Tensile strengths above 1,930 MPa are achievable. Used in critical aerospace Alloy Steel forgings where weight and strength are both at a premium.

Major Types of Alloy Steel and Their Industrial Roles
The broader category of alloy steel encompasses several distinct sub-families, each engineered for a specific set of performance demands. These aren't merely marketing labels — each type has a distinct chemistry philosophy and is heat-treated differently.
High-Strength Low-Alloy Steel (HSLA)
HSLA steels contain less than 0.35% carbon and small additions of niobium, vanadium, titanium, or copper — typically totaling under 2%. Despite the modest chemistry, yield strengths of 350–700 MPa are achieved through grain refinement and precipitation hardening rather than through-hardening. HSLA grades like A572 Grade 50, A36, and API 5L X70 are used in structural steel for buildings, bridges, and pipelines. Their weldability and lower cost compared to traditional alloy steels made them dominant in construction since the 1960s. The World Steel Association (worldsteel.org) estimates that HSLA steels represent roughly 12% of all steel produced globally.
Stainless Steel
Defined by a minimum of 10.5% chromium, stainless steel is the highest-profile high-alloy steel family. Chromium reacts with atmospheric oxygen to form a nanometer-thick Cr2O3 film that passivates the surface and prevents further oxidation. The major grades — 304, 316, 410, 17-4 PH — differ in nickel content, molybdenum addition, and carbon level. Austenitic grades (300-series) are non-magnetic and offer excellent corrosion resistance; martensitic grades (400-series) are hardenable and used for cutlery, surgical instruments, and Alloy Steel forgings requiring both hardness and corrosion resistance.
Tool Steel
Tool steels are alloy steels engineered to cut, shape, or form other materials. They achieve hardness of 55–68 HRC through high carbon (0.60%–2.30%) and alloying elements that form hard carbides. The AISI classification divides tool steels into groups: W (water-hardening), O (oil-hardening), D (die steels), H (hot-work), M (molybdenum high-speed), and T (tungsten high-speed). H13, a 5% chromium hot-work tool steel, is the standard die material for aluminum die casting and warm-forging dies. M2 and M4 high-speed steels contain tungsten, molybdenum, chromium, and vanadium to retain hardness at cutting temperatures above 600°C.
Maraging Steel
An unusual sub-family: maraging steels have very low carbon (under 0.03%) but contain 17%–19% nickel, plus cobalt, molybdenum, and titanium. They strengthen not through carbon martensite but through the precipitation of intermetallic compounds during aging at around 480°C. The result is tensile strengths of 1,400–2,400 MPa with fracture toughness far higher than high-carbon steels at equivalent strength. Uses include rocket motor casings, ultra-high-strength aircraft forgings, and precision tooling for aerospace composites fabrication.
Bearing Steel
Bearing steels, primarily 52100 and M50, require extreme cleanliness — measured in parts per million of oxygen and sulfur — because nonmetallic inclusions act as fatigue crack initiation sites in rolling contact. Vacuum arc remelting (VAR) or electroslag remelting (ESR) are standard production methods. The resulting steel, when hardened to 60–64 HRC and precision ground, provides a rolling contact fatigue life measured in billions of stress cycles. Bearing steels represent one of the most demanding applications for alloy steel quality control.
The Forging Process for Alloy Steel: From Billet to Finished Part
Producing Alloy Steel forgings is a multi-stage manufacturing process that demands close control at every step. The chemistry of the steel, the temperature window for working, the equipment used, and the heat treatment applied afterward all interact to determine the final properties.
Stock Preparation
Alloy steel arrives at the forge as ingots, blooms, billets, or bars. For critical aerospace or energy-sector forgings, the steel may have been produced via vacuum arc remelting (VAR) or electroslag remelting (ESR) to reduce sulfide inclusions and oxygen content to extremely low levels. The incoming material is inspected ultrasonically (per ASTM A388 or equivalent) and must meet specified chemistry and cleanliness requirements before processing begins.
Heating to Forging Temperature
Alloy steels have specific forging temperature ranges. For 4140, the forging range is typically 1,177°C to 982°C (2,150°F to 1,800°F). Heating must be slow and uniform in gas-fired or electric resistance furnaces to avoid thermal gradients that could crack the billet. Soaking time ensures the billet is uniformly at temperature throughout its cross-section — critical for large-diameter forgings over 300 mm, where thermal diffusivity limits how quickly the core heats.
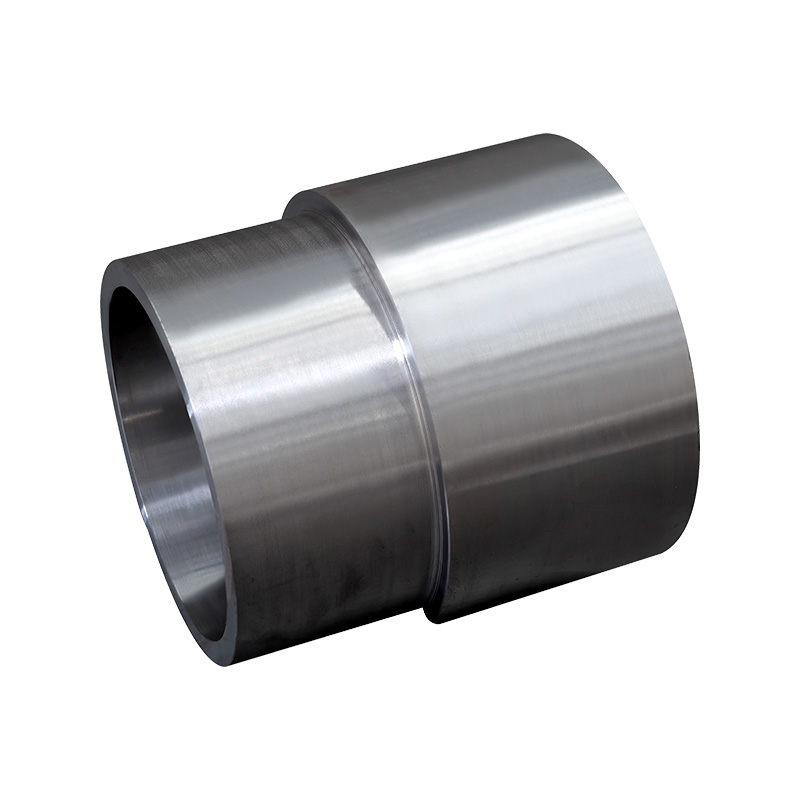
Forging Operation
Depending on part geometry and production volume, forging may be performed on a hammer (gravity drop, pneumatic, or counterblow), a mechanical press, a hydraulic press, or a ring-rolling mill. Open-die forging shapes the billet between flat or contoured dies, building grain flow incrementally — used for large shafts, discs, and custom shapes. Closed-die (impression-die) forging presses the hot billet into matched die cavities, producing near-net-shape parts with excellent dimensional consistency and surface finish.
Controlled Cooling
After forging, alloy steel components must be cooled in a controlled manner to avoid cracking (from thermal gradients) and to prevent the formation of hard, brittle martensite. Large Alloy Steel forgings are often placed in insulated boxes or pits, buried in sand, or slow-cooled in furnaces. This annealing or normalizing step also homogenizes the microstructure and relieves forging stresses, preparing the part for subsequent heat treatment or machining.
Heat Treatment: Quench and Temper
Most Alloy Steel forgings intended for structural service receive a quench-and-temper (Q&T) heat treatment. The forging is austenitized — heated to 845°C–899°C for 4140, for example — then rapidly quenched in oil, water, or polymer to form martensite. The martensite is then tempered (reheated to 150°C–650°C) to restore ductility and toughness while retaining most of the hardness gained. The tempering temperature is the primary lever for balancing strength and toughness: lower temper temperatures yield higher strength; higher temperatures reduce strength but improve impact toughness.
Inspection and Testing
Finished Alloy Steel forgings undergo dimensional inspection, mechanical testing (tensile, hardness, Charpy impact), and nondestructive examination (NDE) before delivery. Ultrasonic testing (UT) detects internal defects; magnetic particle inspection (MPI) reveals surface and near-surface cracks. For aerospace forgings, additional requirements may include die-penetrant inspection, chemical analysis verification, and review of heat treatment records. Acceptance criteria are defined by customer specifications or industry standards such as AMS, ASTM, or EN.
Industries That Depend on Alloy Steel Forgings
The combination of superior mechanical properties, density uniformity, and design flexibility makes Alloy Steel forgings the manufacturing method of choice across virtually every heavy-duty industrial sector. Below is a closer look at where these components appear and why forgings specifically are specified.
Aerospace
Landing gear, engine shafts, turbine discs, wing attachment fittings, and structural brackets in aircraft are routinely specified as Alloy Steel forgings in grades 4340, 300M, or 17-4 PH stainless. The combination of high specific strength (strength-to-weight ratio) and fracture toughness is non-negotiable in flight-critical components. Boeing's 737 landing gear, for example, uses 300M alloy steel forgings for the main oleo strut cylinders.
Automotive
Crankshafts, connecting rods, camshafts, steering knuckles, wheel hubs, transmission gears, and CV joint components are major automotive Alloy Steel forgings. A typical 4-cylinder engine crankshaft forged from 1045 modified or 4140 steel weighs 9–14 kg and must endure torsional fatigue loads over the vehicle's lifetime. The global automotive forging market was valued at approximately USD 74.4 billion in 2022 (source: Grand View Research, 2023) and continues to grow alongside vehicle production rates.
Oil and Gas
Drill collars, stabilizers, rotary shouldered tool joints, wellhead flanges, and high-pressure valve bodies in the oil and gas sector are made from Alloy Steel forgings, primarily 4140, 4145H, and 4340. The American Petroleum Institute (API) specifications API 7-1 and API 6A govern the material and inspection requirements for these components, which must withstand downhole pressures exceeding 138 MPa (20,000 psi) in some applications.
Power Generation
Steam turbine rotors, generator shafts, and pressure vessel nozzles in thermal and nuclear power plants are among the largest Alloy Steel forgings produced. A single steam turbine rotor forging may weigh over 100 tonnes and require months of processing from ingot to finish-machined component. Grades like 26NiCrMoV14-5 (Cr-Mo-V alloy steels) are used for elevated-temperature service, where creep resistance at 500°C–580°C is as important as room-temperature tensile properties.
Defense and Ordnance
Tank tracks, artillery breech blocks, gun barrels, armor plates, and missile airframe forgings all rely on Alloy Steel forgings. Military specifications (MIL-SPEC) and defense standards (DEF STAN) prescribe the chemistry, mechanical properties, and testing requirements. Grade 4340 is used for tank sprockets and drive wheels, while H-11 tool steel (5% Cr hot-work grade) is employed for gun barrels due to its combination of high hardness, thermal stability, and resistance to erosion from propellant gases.
Alloy Steel vs. Carbon Steel vs. Stainless Steel: Choosing the Right Material
Material selection for a forged component involves balancing performance requirements against cost, availability, and manufacturability. Here is a direct comparison of the three most common structural steel families to help engineers and buyers make informed choices.
- Tensile strength: 600–2,000+ MPa depending on grade and heat treatment
- Excellent hardenability through cross-sections; suitable for large forgings
- Good to excellent impact toughness, especially with Ni addition
- Requires protective coating or plating in corrosive environments
- Cost: moderate to high, depending on alloy content
- Best for: aerospace, defense, oil-field tools, automotive drivetrain, power gen
- Tensile strength: 400–900 MPa; limited by hardenability in large sections
- Hardenability drops quickly with section size above ~50 mm diameter
- Good toughness at low-medium carbon; brittle at high carbon
- Subject to rust; requires surface protection
- Cost: lowest among structural steels
- Best for: general machinery, hand tools, non-critical structural parts
- Tensile strength: 500–1,700 MPa (precipitation-hardening grades)
- Excellent corrosion resistance inherent to the alloy; no coating needed
- Austenitic grades remain tough to cryogenic temperatures
- Higher raw material cost (nickel and chromium content)
- More difficult to machine and forge than carbon or low-alloy grades
- Best for: food processing, medical, marine, chemical plant components
The decision between these material families usually hinges on the combination of strength level required, section size, corrosion environment, and budget. For example, a subsea riser clamp in a saltwater environment would point toward a duplex stainless steel forging, whereas a heavy-duty mining drill rod operating in a non-corrosive environment would be specified in 4140 alloy steel forging at a substantially lower cost.
Heat Treatment of Alloy Steel Forgings: Unlocking the Full Property Range
One of the defining advantages of Alloy Steel forgings over competing materials is the breadth of properties achievable through heat treatment. The same 4140 alloy steel forging can deliver tensile strengths anywhere from 620 MPa (heavily tempered, maximum ductility) to over 1,380 MPa (minimally tempered, high hardness) depending on the heat treatment cycle. This section explains the primary heat treatment routes and their effect on final properties.
Normalizing
Normalizing involves heating the forging to 40°C–55°C above the upper critical temperature (Ac3), holding until fully austenitized, then air cooling. The purpose is to refine and homogenize the grain structure after hot working. Normalized Alloy Steel forgings exhibit consistent mechanical properties throughout the section — important when a large forging will be machined extensively before final heat treatment. Normalizing is also used as a preparatory step before quench and temper or case hardening.
Annealing
Full annealing — austenitizing followed by furnace cooling at 10°C–30°C per hour — produces the softest, most ductile condition in alloy steel. Hardness values of 150–200 HB are typical for annealed 4140. Forgings are annealed when maximum machinability is required before finish heat treatment, or when intermediate stress relief is needed between multiple processing operations.
Quench and Temper (Q&T)
The most common heat treatment for structural Alloy Steel forgings. The austenitized forging is rapidly quenched (in oil for most alloy steels, in water or polymer for lower-alloy grades) to produce a martensitic microstructure, then tempered to the required hardness/toughness balance. The relationship is inverse: higher tempering temperatures reduce hardness but increase Charpy impact toughness. A 4340 alloy steel forging tempered at 200°C achieves tensile strength near 1,930 MPa with CVN impact values of ~14 J; tempered at 600°C, tensile strength drops to ~1,035 MPa but CVN rises to ~81 J (ASM Handbook, Vol. 4, Heat Treating).
Case Hardening (Carburizing and Carbonitriding)
Low-carbon alloy steels such as 8620, 9310, and 4320 are purposely designed with a core carbon content too low to be hardened significantly, but with alloying elements that increase the hardenability of the carburized case. After forging and machining, the part is heated in a carbon-rich atmosphere at 900°C–955°C to diffuse carbon into the surface to a controlled depth (typically 0.5–2.5 mm), then quenched. The result is a hard, wear-resistant surface (58–64 HRC) over a tough, impact-resistant core — exactly the combination required in gear teeth and cam lobes.
Stress Relieving
After machining or welding, Alloy Steel forgings may be stress relieved at temperatures below Ac1 (typically 550°C–650°C for alloy steels) to reduce residual stresses without significantly altering hardness or strength. This step prevents distortion during precision machining, improves dimensional stability, and reduces the risk of stress corrosion cracking in service.
Quality Control in Alloy Steel Forgings: Testing Methods and Standards
The quality of Alloy Steel forgings is not assumed — it is verified through a systematic program of testing and inspection that begins with incoming raw material and continues through final delivery. Below are the key methods used in modern forging quality control.
Optical emission spectrometry (OES) or X-ray fluorescence (XRF) verifies that heat chemistry matches the specified grade. Ladle analysis and product analysis (from the forging itself) are both required under most material specifications. Carbon, sulfur, and phosphorus are of particular concern: sulfur above 0.030% degrades transverse toughness; phosphorus above 0.035% promotes embrittlement.
Rockwell (HRC), Brinell (HB), or Vickers (HV) hardness is measured at specified locations on the forging. For through-hardened components, a hardness traverse from surface to core (Jominy end-quench data) confirms adequate hardenability. Hardness is the most economical indicator of tensile strength in heat-treated steels.
Per ASTM A370, tensile specimens are machined from a prolongation (extension) of the forging or from a separately forged test ring at the same heat treatment condition. Ultimate tensile strength, 0.2% proof strength, elongation, and reduction in area are reported and must meet the minimum specified values.
V-notch Charpy specimens (10 × 10 × 55 mm per ASTM E23) are broken at specified temperatures to measure impact toughness. For critical applications such as pressure vessel forgings per ASME Section VIII, impact tests at -40°C are routine. Minimum average absorbed energy requirements typically range from 27 J to 68 J depending on application severity.
High-frequency sound waves (1–10 MHz) are transmitted through the forging; reflections from internal defects appear as indications on the A-scan display. ASTM A388 is the standard method for ultrasonic examination of steel forgings. Acceptance criteria specify the maximum allowable indication size and frequency. UT is particularly important for detecting internal seams, laps, and porosity that are invisible from the surface.
Used on ferritic and martensitic alloy steels, MPI detects surface and near-surface discontinuities by applying a magnetic field and iron oxide particles. Cracks, seams, and laps that intersect or closely approach the surface will attract the particles, forming visible indications. ASTM E709 governs MPI of steel forgings. This test is mandatory for most critical Alloy Steel forgings in aerospace and defense applications.
Global Market and Future Trends in Alloy Steel and Forgings
The alloy steel and forging markets are large, global, and evolving in response to electrification, sustainability pressures, and new industrial requirements.
Global crude steel production reached 1,888 million tonnes in 2022 (source: World Steel Association, worldsteel.org). Of that, a significant and growing share is alloy and specialty grades. The global forged component market was valued at approximately USD 91.4 billion in 2022, with projections to exceed USD 130 billion by 2030 (Grand View Research, 2023), driven primarily by growth in automotive, aerospace, and renewable energy sectors.
Several trends are reshaping demand for Alloy Steel forgings:
- Electric Vehicles (EVs): Although EV powertrains eliminate the engine crankshaft, they introduce new forged components: motor shafts, reduction gear assemblies, battery housing frames, and suspension knuckles for heavier battery-laden platforms. The forging content per EV is comparable to or may exceed that in internal combustion engine vehicles, just in different components.
- Renewable Energy: Offshore wind turbines require large Alloy Steel forgings for main shafts, planet carriers, rings gears, and tower flanges. A single 15 MW offshore wind turbine may contain over 50 tonnes of forged alloy steel in its drivetrain and structural connections.
- Hydrogen Economy: High-pressure hydrogen storage and distribution require very clean, low-hydrogen-embrittlement-susceptible alloy steel forgings. New grades are being developed with resistance to hydrogen-induced cracking at pressures above 700 bar.
- Advanced Manufacturing: Simulation software (FEA for forging process modeling, DEFORM, Simufact) allows forging engineers to optimize die design and process parameters virtually, reducing trial-and-error and improving material utilization. Grain flow and microstructure prediction are now routine in premium forging shops.
- Additive Manufacturing Hybrid Approaches: Some forging shops are exploring hybrid routes where near-net-shape forged preforms are finished by directed energy deposition (DED) to add thin-wall features, reducing machining waste on complex alloy steel components.















