英语
英语 德语
德语 阿拉伯语
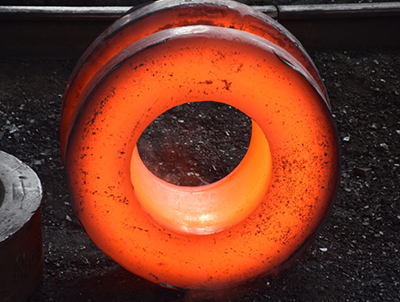
阿拉伯语Steel alloy is fundamentally made of iron and carbon, but what transforms ordinary steel into high-performance alloy steel is the deliberate addition of one or more alloying elements — such as chromium, nickel, molybdenum, manganese, vanadium, or tungsten — each contributing specific mechanical or chemical properties. Alloy Steel forgings, produced by shaping this enriched material under high compressive forces, represent one of the most structurally reliable forms of metalworking in industrial manufacturing.
The base composition of steel is iron (Fe) typically combined with carbon (C) at levels ranging from 0.05% to 2.0% by weight. Alloying elements are then introduced in controlled percentages to modify hardness, tensile strength, corrosion resistance, toughness, or heat resistance depending on the application. This deliberate composition engineering is what separates alloy steel from plain carbon steel — and it is what makes Alloy Steel forgings so prized in demanding industries like oil and gas, aerospace, automotive, and heavy machinery.
The Core Elements That Make Up Alloy Steel
Understanding what alloy steel is made of requires looking at its elemental building blocks. Each element serves a purpose — none is added without a calculated reason.
Iron (Fe)
The primary base metal. Iron provides the structural backbone. Pure iron is relatively soft and ductile, which is why carbon and other alloying elements are added to increase its mechanical performance. Iron typically constitutes 97% or more of the total composition in most alloy steel grades.
Carbon (C)
The most critical alloying element. Carbon content directly controls hardness and tensile strength. Low-alloy steels contain carbon in the range of 0.15% to 0.50%. Higher carbon content increases hardness but reduces weldability and toughness, requiring a careful balance in forging applications.
Chromium (Cr)
Added in amounts from 0.5% to 18%, chromium dramatically improves corrosion resistance and hardness. At levels above 10.5%, steel becomes stainless. In Alloy Steel forgings for high-temperature applications, chromium also stabilizes carbides at elevated temperatures, preventing softening under heat.
Nickel (Ni)
Nickel improves toughness, particularly at low temperatures, and enhances corrosion resistance. It is commonly used in amounts of 1% to 5% in structural alloy steels. In combination with chromium, nickel creates some of the most impact-resistant alloy steels available for pressure vessel forgings and turbine components.
Molybdenum (Mo)
One of the most valued additions in high-performance alloy steels, molybdenum is typically added at 0.15% to 1.0%. It significantly enhances hardenability, resistance to temper embrittlement, and high-temperature strength. Alloy Steel forgings used in oil drilling and petrochemical environments almost always contain molybdenum.
Manganese (Mn)
Manganese contributes to deoxidation during steelmaking and improves hardenability and tensile strength. It neutralizes the harmful effects of sulfur by forming manganese sulfide instead of iron sulfide. Levels typically range from 0.30% to 1.80% in standard alloy steel grades.