英语
英语 德语
德语 阿拉伯语
阿拉伯语Content
- 1 Carbon Steel Forgings: The Industry Workhorse
- 2 Alloy Steel Forgings: Enhanced Performance Through Chemistry
- 3 Stainless Steel Forgings: Corrosion Resistance Under Mechanical Load
- 4 Tool Steel Forgings: Extreme Hardness for Forming and Cutting Applications
- 5 Microalloyed Steel Forgings: Near-Net-Shape Efficiency Without Heat Treatment
- 6 Nickel-Based and Heat-Resistant Steel Forgings for Extreme Environments
- 7 How the Steel Forging Process Affects Material Properties by Steel Type
- 8 Selecting the Right Steel Forging Grade: A Practical Framework
- 9 Industry-Specific Steel Forging Grade Usage
- 10 Quality Standards and Testing for Steel Forgings
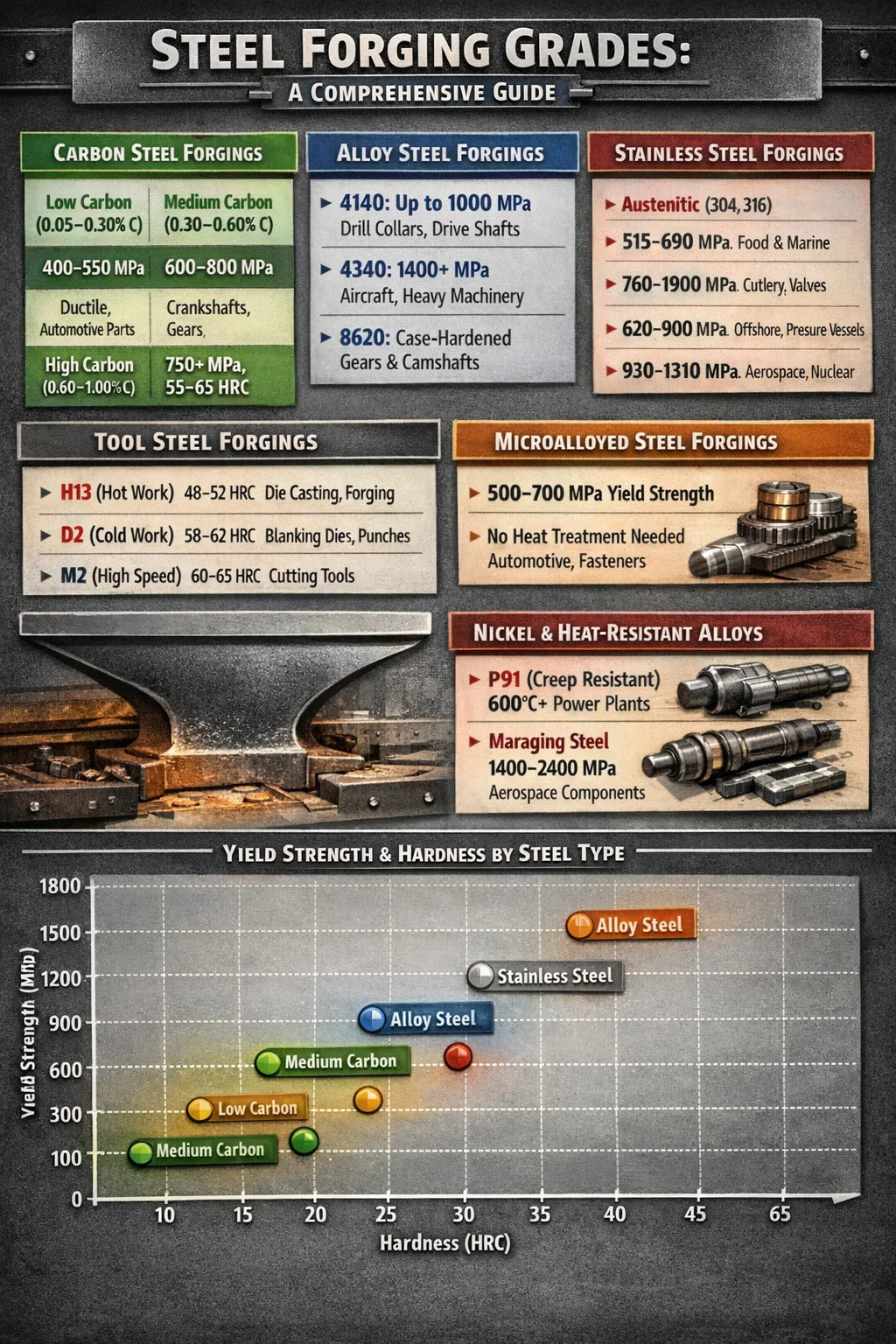
Steel forging is one of the oldest and most reliable metalworking processes in manufacturing. The short answer to what types of forging steel exist: carbon steel, alloy steel, stainless steel, tool steel, and microalloyed steel are the five primary categories used in industrial steel forging. Each type serves distinct mechanical and environmental demands, and choosing the wrong one can lead to premature failure, safety hazards, or unnecessary cost overruns.
This breakdown covers each category in depth — what makes them different, where they perform best, and what the numbers actually look like when you compare yield strength, hardness, and application range.
Carbon Steel Forgings: The Industry Workhorse
Carbon steel accounts for the majority of all steel forging output globally. It is classified into three sub-groups based on carbon content, and that carbon percentage has a direct and measurable effect on strength, hardness, and ductility.
Low Carbon Steel (0.05% – 0.30% C)
Low carbon steel forgings are highly ductile and easy to form. Tensile strength typically ranges from 400 to 550 MPa. These forgings are commonly used for structural components, automotive body parts, and general-purpose bolts. They do not respond well to heat treatment for hardening but are easily welded and machined.
Medium Carbon Steel (0.30% – 0.60% C)
This is the most widely forged range. Medium carbon grades such as AISI 1040 and AISI 1045 offer a strong balance between strength and toughness. Heat treatment can push yield strength above 600 MPa. Applications include crankshafts, connecting rods, axles, gears, and railway components. AISI 1045 is arguably the most commonly specified medium carbon steel forgings grade in general mechanical engineering.
High Carbon Steel (0.60% – 1.00% C)
High carbon forgings deliver superior hardness and wear resistance but are more brittle and difficult to work with. They are used for springs, cutting tools, wire ropes, and rail steels. Hardness values routinely reach 55–65 HRC after appropriate heat treatment, making them unsuitable for impact-heavy applications without careful design consideration.
Alloy Steel Forgings: Enhanced Performance Through Chemistry
Alloy steel forgings contain deliberate additions of chromium, molybdenum, nickel, vanadium, or manganese beyond the amounts found in carbon steel. These additions modify hardenability, toughness at elevated temperatures, and resistance to fatigue and corrosion. The total alloying element content is typically between 1% and 5%.
The most commonly encountered alloy steel forging grades include:
- 4140 (Cr-Mo steel): Tensile strength up to 1000 MPa in the quenched and tempered condition. Used in oil and gas drill collars, defense components, and automotive drive shafts.
- 4340 (Ni-Cr-Mo steel): One of the strongest alloy steels in common use, with tensile strengths exceeding 1400 MPa achievable through heat treatment. Found in aircraft landing gear, heavy-duty crankshafts, and high-performance axle shafts.
- 8620: A case-hardening grade popular for gears and camshafts where a tough core and hard surface are both needed simultaneously.
- EN36 and EN24: Common in UK/European specifications for heavy engineering forgings such as turbine shafts and nuclear plant components.
The advantage of alloy steel forging over carbon steel is the depth of hardenability. A 4140 bar of 100mm diameter can be through-hardened to a uniform microstructure, whereas a plain carbon steel of the same diameter would show a marked hardness drop from surface to core.
Stainless Steel Forgings: Corrosion Resistance Under Mechanical Load
Stainless steel forgings contain a minimum of 10.5% chromium by weight, which forms a passive oxide layer that resists oxidation and corrosion. The forging process refines the grain structure of stainless steel in a way that casting cannot replicate, producing components with superior fatigue strength and impact toughness.
The main families used in stainless steel forging are:
| Family | Common Grades | Typical Tensile Strength | Key Application |
|---|---|---|---|
| Austenitic | 304, 316, 321 | 515–690 MPa | Chemical processing, food equipment, marine |
| Martensitic | 410, 420, 440C | 760–1900 MPa | Cutlery, valves, pump shafts, surgical tools |
| Duplex | 2205, 2507 | 620–900 MPa | Offshore oil, desalination, pressure vessels |
| Precipitation Hardened | 17-4 PH, 15-5 PH | 930–1310 MPa | Aerospace, nuclear, high-performance valves |
316L stainless steel forging is particularly dominant in pharmaceutical and food processing because the low carbon content minimizes sensitization risk during welding, and the molybdenum addition (2–3%) significantly improves pitting resistance in chloride environments. Duplex grade 2205 offers roughly twice the yield strength of 316L, at around 450 MPa minimum, which allows for thinner wall designs and reduced component weight without compromising service life.
Tool Steel Forgings: Extreme Hardness for Forming and Cutting Applications
Tool steels are specifically engineered to maintain their hardness and shape under extreme mechanical stress, abrasion, and heat. When produced through the forging process, tool steels develop a refined, uniform grain structure that significantly outlasts cast or rolled alternatives in demanding tooling applications.
Tool steel forgings are grouped by the AISI classification system:
- H-series (Hot Work Tool Steel): Grades like H13 and H11 are formulated to resist softening at temperatures above 500°C. H13 is the global standard for die casting dies, extrusion tooling, and hot forging dies themselves. It achieves 48–52 HRC after heat treatment while maintaining adequate toughness to survive repeated thermal cycling.
- D-series (Cold Work, High Chromium): D2 contains approximately 12% chromium and 1.5% carbon, giving it exceptional wear resistance at room temperature. It is used for blanking dies, forming tools, and punches where dimensional accuracy over very high production runs is critical.
- M-series (High Speed Steel): M2 and M42 retain their cutting edge at temperatures where carbon steel tools would have lost all hardness. The combination of tungsten, molybdenum, and cobalt gives M42 a hot hardness advantage that makes it irreplaceable in drill bits, taps, milling cutters, and broaches.
- P-series (Mold Steel): Designed for plastic injection molds, P20 is one of the most widely used forged mold steels. It is typically supplied in the pre-hardened condition at 28–34 HRC, eliminating the need for heat treatment after machining.
The forging of tool steels requires precise temperature control. H13, for example, must be forged between 1010°C and 1150°C and must be cooled slowly after forging to avoid cracking. Improper forging practice introduces residual stress and coarse carbide networks that dramatically reduce toughness.
Microalloyed Steel Forgings: Near-Net-Shape Efficiency Without Heat Treatment
Microalloyed steels — also called HSLA (High Strength Low Alloy) steels in forging contexts — represent a modern engineering solution that combines the formability of carbon steel with strength levels that previously required alloy steel and post-forge heat treatment. The key additions are vanadium (0.05–0.15%), niobium (0.02–0.05%), and titanium, in very small amounts that precipitate as fine carbides and nitrides during controlled cooling.
The major commercial advantage is that microalloyed steel forgings can achieve yield strengths of 500–700 MPa without quenching and tempering, which eliminates a major cost and time step in the production cycle. Automotive manufacturers have broadly adopted microalloyed grades for connecting rods, crankshafts, and steering knuckles for exactly this reason.
Common microalloyed forging grades include 38MnVS6, 46MnVS3, and SAE 1548V. These grades are designed so that the forging operation and subsequent controlled air cooling achieve the final mechanical properties in a single thermal cycle, replacing two separate furnace operations. In high-volume automotive forging, this translates to energy savings of up to 30% per part compared to quench-and-temper routes.
One limitation is that microalloyed steels have narrower process windows than conventional alloy steels. The finishing forging temperature must be carefully controlled — typically between 900°C and 1050°C — to ensure proper precipitation hardening during cooling. Any deviation from the target microstructure results in unpredictable mechanical properties and potential rejection of entire forging runs.
Nickel-Based and Heat-Resistant Steel Forgings for Extreme Environments
Beyond the standard classifications, a specialized category of heat-resistant and nickel-bearing steel forgings exists for applications where operating temperatures exceed what conventional alloy steels can tolerate. These include creep-resistant grades for power generation and aerospace turbine discs, as well as maraging steels for ultra-high-strength structural applications.
Creep-Resistant Steel Forgings
Grades such as P91 (9Cr-1Mo-V) and P92 are widely used in forged steam headers, valve bodies, and turbine casings in coal and gas power plants operating at temperatures above 600°C. P91 forgings are designed to resist creep — the slow, time-dependent deformation under sustained load at high temperature — with a minimum creep rupture life of 100,000 hours at operating conditions. Their chromium content also provides oxidation resistance that plain carbon steel cannot match above 450°C.
Maraging Steels
Maraging steels contain 18% nickel and very low carbon, deriving their extreme strength — yield strengths from 1400 to over 2400 MPa are achievable — from precipitation of intermetallic compounds during aging heat treatment. Forged maraging steel components are used in aerospace rocket motor cases, aircraft arresting gear, and ultra-high-strength tooling. Despite their strength, they remain reasonably tough and can be machined before aging while still in a relatively soft state.
How the Steel Forging Process Affects Material Properties by Steel Type
The forging process itself — whether open die, closed die, ring rolling, or isothermal forging — interacts differently with each steel type. Understanding these interactions helps explain why material selection and process selection cannot be separated.
In closed die steel forging, high deformation forces are applied to a confined billet, producing near-net-shape parts with a continuous grain flow that follows the component geometry. This grain flow is responsible for the fatigue and impact resistance advantage that forgings hold over machined bar stock or castings. A connecting rod machined from bar stock interrupts the grain flow at every machined surface; a forged connecting rod maintains unbroken grain continuity from end to end.
The forging temperature range varies significantly between steel types:
- Carbon and low alloy steels: typically 1100°C – 1250°C for hot forging
- Stainless steels (austenitic): 1100°C – 1200°C, with slower cooling to avoid sensitization
- Tool steels: 1010°C – 1150°C with mandatory slow cool in furnace or insulating medium
- Maraging steels: 1100°C – 1200°C, aged after forging at 480°C for 3–6 hours
- Duplex stainless: 1100°C – 1180°C, followed by water quench to maintain phase balance
Warm forging — performed between roughly 650°C and 950°C — is gaining traction for medium carbon steels and microalloyed grades where tighter dimensional tolerances are required than hot forging can achieve, without the severe press force demands of cold forging. Cold forging of steel, typically reserved for low carbon grades, achieves the best surface finish and dimensional precision but requires substantially higher forging pressures.
Selecting the Right Steel Forging Grade: A Practical Framework
Selecting the correct forging steel grade requires balancing several competing factors. No single grade optimizes all properties simultaneously. The following framework captures the decision variables most relevant to industrial applications:
- Mechanical requirements: Define minimum yield strength, hardness, impact energy (Charpy values), and fatigue life. This narrows the category immediately — if you need 1200 MPa yield strength, carbon steel is eliminated; if 400 MPa is adequate, alloy steel is unnecessary cost.
- Environmental exposure: Chloride environments eliminate most carbon and low-alloy steels unless coated. Elevated operating temperature rules out carbon steel above approximately 400°C and demands chromium-bearing creep-resistant grades.
- Section size and hardenability: Large cross-section forgings (above 100mm diameter) in critical service need alloy steel grades with sufficient hardenability to achieve uniform properties through the section. Carbon steel will have a hard case and soft core in thick sections.
- Machinability and downstream processing: If extensive machining follows forging, grades with added sulfur for free-machining properties reduce cycle time, though at some sacrifice to transverse toughness.
- Volume and cost: For very high production volumes, microalloyed grades that eliminate post-forge heat treatment offer significant cost reductions. For small batch specialty parts, the heat treatment cost is a smaller fraction of total part cost, so high-performance alloy grades are more feasible.
In practice, most engineers follow applicable design codes such as ASME, EN 10250, or ASTM A668 which specify permissible materials for specific service categories. These codes narrow the selection to a short list of qualified steel forging grades that have been validated for the relevant service conditions through decades of field experience and standardized testing.
Industry-Specific Steel Forging Grade Usage
Different sectors have converged on preferred steel forging materials based on decades of performance data and regulatory requirements. Understanding these industry norms provides a practical starting point for specification work.
Automotive Forging Steel
The automotive sector consumes the largest volume of steel forgings globally. Crankshafts in passenger cars are predominantly forged from medium carbon microalloyed steels (38MnVS6) or 1045 quench-and-temper steel. Heavy truck crankshafts use 4340 or similar nickel-chromium-molybdenum alloy steels for their superior fatigue performance at higher specific outputs. Connecting rods have shifted substantially to fracture-split designs using C70S6 high carbon steel, which allows the cap to be broken off after forging and then reassembled with extraordinary precision — eliminating machining operations and reducing connecting rod production cost by approximately 15–20% compared to traditional milling and grinding.
Oil and Gas Steel Forgings
Sour service environments — where hydrogen sulfide is present — place particularly strict demands on forging steel. NACE MR0175/ISO 15156 governs material selection for sour service, and it limits hardness to 22 HRC maximum for most carbon and low-alloy steels to prevent sulfide stress cracking. F22 (2.25Cr-1Mo) and F5 (5Cr-0.5Mo) are standard alloy forging grades for valve bodies and flanges in high-temperature, high-pressure wellhead and pipeline applications.
Aerospace Steel Forgings
Landing gear components are among the most structurally demanding steel forgings made. 300M steel (a modified 4340 with silicon and vanadium additions) is the predominant landing gear material, achieving tensile strengths of 1930 MPa or above. AerMet 100 and other ultra-high-strength steels push tensile strength above 1965 MPa while improving fracture toughness compared to earlier high-strength grades. Every aerospace forging is subject to 100% ultrasonic testing and often magnetic particle inspection, with traceability to melt heat and forging lot required.
Power Generation and Nuclear Forgings
Large turbine rotor forgings weigh between 5 and 200 tonnes and are produced from low-alloy steels such as 26NiCrMoV11-5 or 30CrMoNiV5-11. These forgings require tightly controlled sulfur and phosphorus levels (typically below 0.005% each) to ensure high impact toughness at the operating temperature of the turbine. Nuclear reactor pressure vessel forgings use A508 Grade 3 (equivalent to 20MnMoNi4-5 in European standards), a grade with a long regulatory validation history and extensive Charpy and fracture toughness documentation required by nuclear safety codes.
Quality Standards and Testing for Steel Forgings
Regardless of the steel forging grade, quality assurance follows a consistent pattern governed by international standards. The most referenced standards for steel forgings include ASTM A668 (general alloy steel forgings), ASTM A182 (alloy steel flanges and fittings), EN 10250 (open die steel forgings for general engineering), and API 6A (wellhead and christmas tree equipment).
Standard quality checks for forged steel components include:
- Mechanical testing: Tensile, yield, elongation, reduction of area, and Charpy impact (at specified temperatures down to -196°C in some cryogenic applications)
- Hardness verification: Brinell hardness (HBW) checked on representative cross-sections, and sometimes hardness traverses to confirm through-hardening
- Ultrasonic testing (UT): 100% volumetric inspection for subsurface defects, with acceptance criteria referenced to equivalent flat-bottom hole sizes typically ranging from FBH 2 mm to FBH 6 mm depending on the specification
- Chemical composition verification: Ladle and product analysis to confirm grade compliance, often with stricter limits on residual elements than the base standard requires
- Macro and micro examination: Cross-section etching to reveal grain flow, segregation, and internal soundness; metallographic examination for grain size and microstructure confirmation
Forgings that fail ultrasonic testing after heat treatment must be scrapped or reprocessed — there is no repair option for internal defects in a solid forging. This makes the selection of clean, vacuum-degassed steel billets and careful process control during forging critical to achieving acceptable yields, particularly in large alloy steel forgings for energy and defense applications.