英语
英语 德语
德语 阿拉伯语
阿拉伯语Content
Direct Answer: The Formula for Forging Cost Calculation
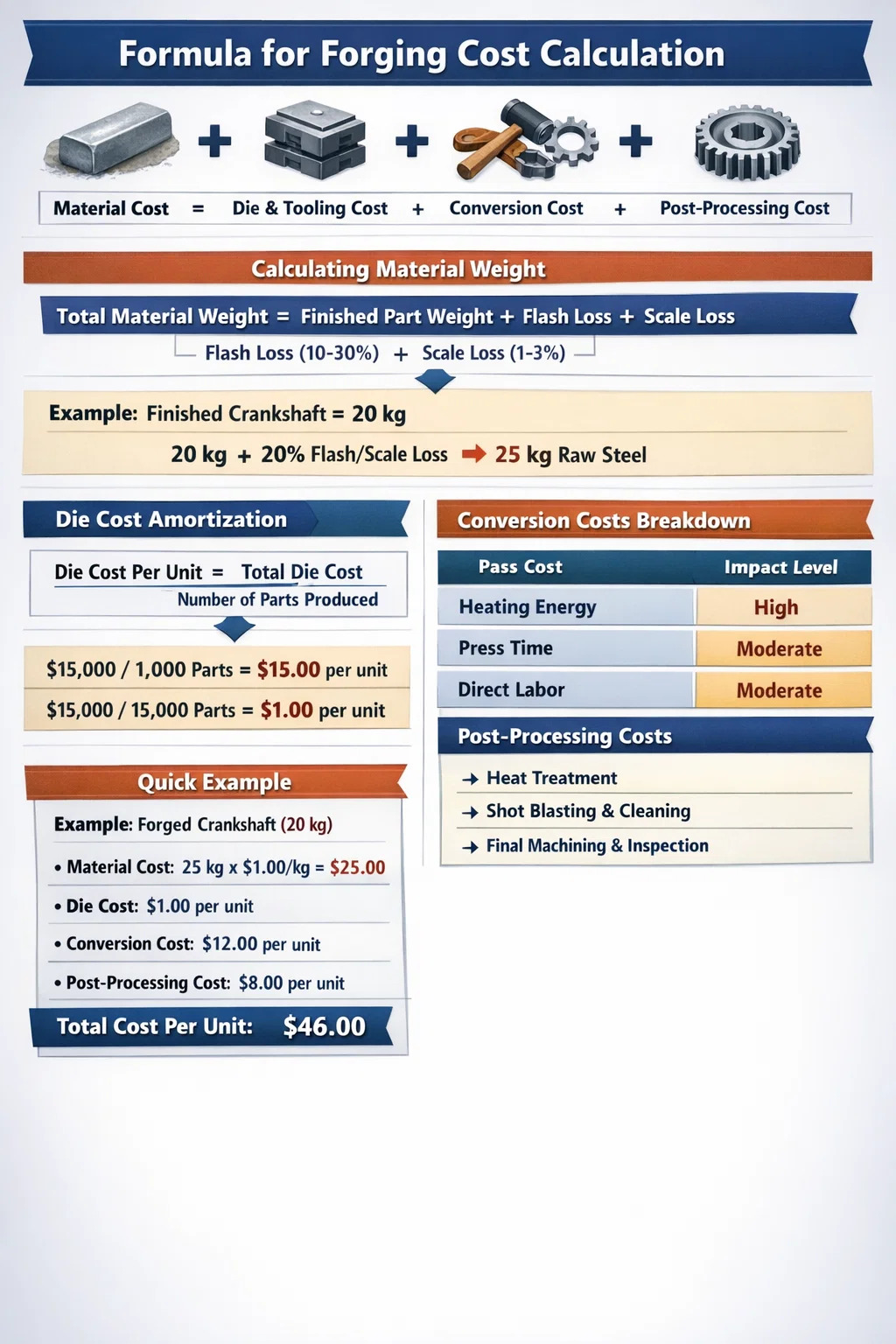
Calculating the total cost of steel forging involves summing four primary pillars: Material Cost (net weight plus flash loss), Tooling/Die Costs (amortized over the production run), Conversion Cost (energy, labor, and machine overhead), and Post-Processing Costs (heat treatment and machining). For a standard mid-sized gear, the material typically accounts for 40% to 50% of the total unit price, while tooling is the largest upfront variable.
Raw Material Costs and Yield Efficiency
The starting point for any estimate is the weight of the raw billet. In steel forging, you must pay for more metal than the finished part actually weighs. This is due to "flash"—the excess metal that squeezes out of the die to ensure the cavity is completely filled.
Calculating Material Weight
Total Material Weight = Finished Part Weight + Flash Loss + Scale Loss. Scale loss occurs during heating when the surface of the steel oxidizes; this usually accounts for 1% to 3% of the total weight. Flash loss can range from 10% for simple shapes to as much as 30% for thin, complex geometries.
- Example: If a finished crankshaft weighs 20kg and has a 20% flash/scale loss, you must purchase 25kg of raw steel.
- Current Market Rate: Multiplied by the per-kg price of the specific grade (e.g., 1045 carbon steel vs. 4140 alloy steel).
Die and Tooling Amortization
Forging dies are expensive because they are made from high-strength tool steels (like H13) that are precision-machined and heat-treated. This is a "sunk cost" that must be factored into the per-piece price.
To calculate this, take the total cost of the die set (e.g., $15,000) and divide it by the expected production volume. If you only produce 1,000 parts, the tooling adds $15.00 per unit. If you produce 15,000 parts, it adds only $1.00 per unit. This is why high-volume orders are significantly more cost-effective for steel forging.
Conversion Costs: Energy and Overhead
This refers to the actual "work" of transforming the raw billet into a forged shape. It is usually calculated based on machine time or tonnage rates.
| Cost Component | Description | Impact Level |
|---|---|---|
| Heating Energy | Induction or gas furnace power | High (varies by weight) |
| Hammer/Press Time | Hourly rate of the forging equipment | Moderate (depends on strokes) |
| Direct Labor | Wages for operators and trimmers | Moderate |
Secondary Operations and Quality Control
A forged part is rarely finished immediately after the hammer stops. Forging creates internal stresses that must be managed, and the surface often requires refinement.
Heat Treatment
Normalizing, annealing, or quenching and tempering are essential for Alloy Steel forgings to reach their required hardness. This can add $0.20 to $1.00 per kg depending on the cycle time and furnace requirements.
Shot Blasting and Cleaning
To remove the oxidation scale, parts are "blasted" with steel grit. This is a relatively low-cost but necessary step to ensure the part is clean for inspection or final machining.
The Importance of the Complexity Factor
Not all kilograms are created equal. A simple round disc is much cheaper to forge than a thin-walled housing with deep cavities. High-complexity parts require more "blows" from the hammer, higher die wear, and more frequent trimmings, all of which drive up the conversion cost. When estimating, engineers often apply a Complexity Multiplier (1.0 to 2.5) to the base conversion rate to account for these challenges.
Summary Checklist for Forging Estimates
To get an accurate price, ensure you have calculated the following:
- Billet Weight: Finished weight + 15-25% waste.
- Tooling Lifespan: How many parts can the die make before it needs recutting?
- Throughput Rate: How many pieces are forged per hour?
- Inspection Costs: Magnetic particle or ultrasonic testing requirements.