英语
英语 德语
德语 阿拉伯语
阿拉伯语Content
- 1 Alloy Steel Strength Numbers: What the Data Actually Shows
- 2 Why Alloy Steel Forgings Are Stronger Than Cast or Rolled Alloy Steel
- 3 The Role of Alloying Elements in Alloy Steel Strength
- 4 How Heat Treatment Determines Final Strength in Alloy Steel Forgings
- 5 Alloy Steel Strength Versus Other Materials: Direct Comparisons
- 6 Section Size Effects on Alloy Steel Forging Strength
- 7 Fatigue Strength of Alloy Steel Forgings: The Cyclic Loading Reality
- 8 Key Alloy Steel Forging Grades and Their Strength Profiles
- 9 Testing and Verifying Alloy Steel Forging Strength
- 10 Real-World Strength Performance: Alloy Steel Forgings in Service
Alloy steel is significantly stronger than plain carbon steel. Depending on the grade and heat treatment condition, alloy steel tensile strength ranges from 600 MPa to over 1900 MPa, with yield strengths from around 415 MPa up to 1600 MPa or higher. When produced as alloy steel forgings, these values are further enhanced by the grain refinement and directional fiber structure that the forging process creates — typically delivering 10–30% better fatigue strength compared to the same alloy in cast or rolled form.
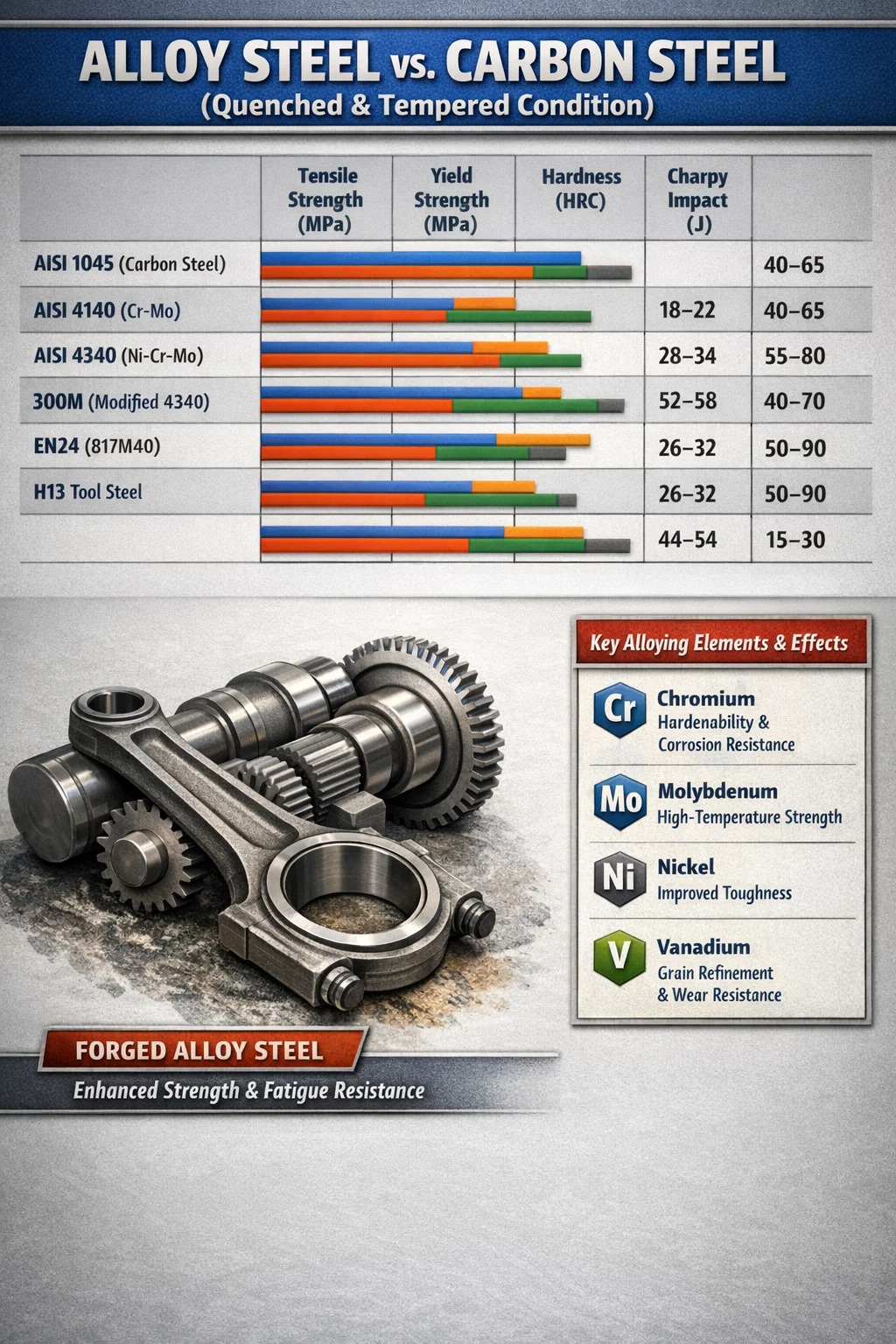
The word "alloy steel" covers a broad family of steels. What unites them is the deliberate addition of alloying elements — chromium, molybdenum, nickel, vanadium, manganese, silicon, or combinations of these — at levels above what standard carbon steel contains. Each addition serves a specific purpose: chromium increases hardenability and corrosion resistance, molybdenum improves high-temperature strength and prevents temper embrittlement, nickel enhances toughness at low temperatures, and vanadium refines grain size while increasing wear resistance. The combined effect is a material that outperforms carbon steel in almost every mechanical category, at the cost of higher raw material price and more demanding heat treatment requirements.
Alloy Steel Strength Numbers: What the Data Actually Shows
Mechanical property data for alloy steels varies substantially depending on grade, section size, and heat treatment condition. The table below compares several widely used alloy steel grades in their typical heat-treated conditions alongside a reference carbon steel for context.
| Grade | Tensile Strength (MPa) | Yield Strength (MPa) | Hardness (HRC) | Charpy Impact (J) |
|---|---|---|---|---|
| AISI 1045 (carbon steel, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (modified 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 | 700–850 | 26–32 | 50–90 |
| H13 tool steel (hot work) | 1200–1600 | 1000–1380 | 44–54 | 15–30 |
These figures are for standard bar or forging cross-sections under 100mm. Larger sections will show lower properties because hardenability limits how uniformly the microstructure develops through thick material — a factor especially pronounced in carbon steel and less severe in high-alloy grades like 4340.
Why Alloy Steel Forgings Are Stronger Than Cast or Rolled Alloy Steel
The forging process does something that neither casting nor rolling fully replicates: it forces the steel through controlled plastic deformation while hot, which closes internal porosity, refines grain size, and creates a continuous grain flow that follows the geometry of the finished part. In alloy steel forgings, this combination produces mechanical properties that exceed what the same alloy achieves in other product forms.
The practical difference is measurable. Published comparisons between forged and cast 4340 alloy steel show that the forged version typically achieves:
- 20–30% higher fatigue strength under cyclic loading
- 15–25% better impact resistance (Charpy absorbed energy)
- Improved ductility and reduction of area in tensile testing
- Greater consistency between test pieces taken from different locations within the same part
The grain flow advantage is particularly significant for components under alternating or shock loading. A forged alloy steel connecting rod or crankshaft has uninterrupted grain flow through the fillet radii — exactly where fatigue cracks initiate. A cast equivalent has random grain orientation at those critical locations, which is why automotive and aerospace engineers specify alloy steel forgings rather than castings for high-cycle fatigue applications.
Closed die alloy steel forgings consistently meet or exceed the mechanical property minimums specified in ASTM A668, EN 10250, and AMS standards, while castings of nominally identical compositions often require grade downgrades or safety factor adjustments to remain within design limits.
The Role of Alloying Elements in Alloy Steel Strength
Each alloying element in steel affects strength through distinct metallurgical mechanisms. Understanding these mechanisms explains why certain alloy combinations are used for specific strength targets.
Chromium (Cr)
Chromium is added to alloy steels in concentrations ranging from 0.5% to 18% (the upper range being stainless steel territory). In structural and forging alloy steels, 0.5–1.5% chromium substantially increases hardenability — meaning the steel can be through-hardened in larger section sizes after quenching. It also forms stable carbides that improve wear resistance and elevates the tempering resistance of the steel, which is critical when the forging will be tempered at higher temperatures to meet toughness requirements without losing too much strength.
Molybdenum (Mo)
Molybdenum is one of the most effective hardenability agents per unit weight added. Even 0.15–0.30% Mo produces a significant shift in the TTT (time-temperature-transformation) diagram, allowing slower cooling rates to still achieve full martensite transformation in large alloy steel forgings. Molybdenum also suppresses temper embrittlement — a form of grain boundary weakening that affects Ni-Cr steels tempered in the 375–575°C range — making Mo-bearing grades like 4140 and 4340 more reliable for heavy section applications.
Nickel (Ni)
Nickel increases toughness across a wide temperature range, including sub-zero temperatures where most carbon and lower-alloy steels become brittle. The transition from ductile to brittle fracture (DBTT) for a 9% nickel steel can be pushed below -196°C, which is why nickel alloy steels are specified for cryogenic pressure vessels and LNG storage. At the 1.8% Ni level found in 4340, the primary benefit is improved fracture toughness without sacrificing yield strength — a combination that makes 4340 alloy steel forgings a standard choice for aircraft landing gear, ordnance, and high-performance drivetrain components.
Vanadium (V)
Vanadium is a strong grain refiner and carbide former. In concentrations as low as 0.05–0.15%, it pins austenite grain boundaries during heating, producing a finer grain size after heat treatment. Finer grains mean higher yield strength (Hall-Petch relationship) and improved toughness simultaneously — a rare combination. Vanadium is central to the design of microalloyed forging steels (such as 38MnVS6) where it provides precipitation hardening during controlled cooling, enabling the alloy to meet strength requirements without a separate quench-and-temper cycle.
Manganese (Mn)
Manganese is present in all alloy steels but elevated above the carbon steel baseline (typically 0.6–1.8% Mn in alloy grades) to increase hardenability and tensile strength through solid solution strengthening. It also combines with sulfur to form MnS inclusions, which is beneficial for machinability. Very high manganese levels (above 12%) create austenitic steels that work-harden extremely rapidly — a completely different property profile used in wear plates and crusher parts rather than precision alloy steel forgings.
How Heat Treatment Determines Final Strength in Alloy Steel Forgings
The as-forged condition is rarely the final state for alloy steel forgings used in structural service. Heat treatment after forging controls the final microstructure — and with it, the balance between strength, hardness, and toughness. The same 4140 forging can be delivered at tensile strengths ranging from 700 MPa (annealed) to over 1400 MPa (through-hardened and tempered at low temperature), depending entirely on the post-forge heat treatment specified.
Quench and Temper (Q&T)
This is the most common heat treatment for alloy steel forgings. The forging is austenitized (typically at 830–870°C for 4140, 800–845°C for 4340), quenched in oil or water to form martensite, then tempered at a controlled temperature between 150°C and 650°C. The tempering temperature is the primary variable controlling final strength: tempering at 200°C delivers maximum hardness but poor impact toughness; tempering at 600°C sacrifices some strength but produces excellent toughness. A 4340 forging tempered at 315°C achieves approximately 1650 MPa tensile strength; the same forging tempered at 595°C drops to around 1000 MPa but delivers impact energy values more than three times higher.
Normalize and Temper
Normalizing — air cooling from the austenitizing temperature rather than quenching — produces a pearlitic or bainitic microstructure with lower strength than Q&T but more uniform properties across large cross-sections. For very large alloy steel forgings such as turbine shafts or pressure vessel flanges where through-hardening is physically impossible, normalize and temper is the standard heat treatment, achieving tensile strengths in the 700–900 MPa range for grades like 4140 in heavy sections.
Precipitation Hardening and Aging
Certain alloy steels — particularly maraging steels and precipitation-hardening stainless grades — achieve their extraordinary strength not through martensite formation but through the precipitation of fine intermetallic compounds during a controlled aging treatment at 480–510°C. Maraging 350 alloy steel forgings can reach yield strengths of 2400 MPa through this mechanism, which remains the highest strength range achievable in any steel product manufactured at commercial scale and used in structural applications.
Alloy Steel Strength Versus Other Materials: Direct Comparisons
Placing alloy steel strength in context against other structural materials helps explain why it remains the dominant choice in demanding forging applications despite the availability of titanium alloys, aluminum alloys, and advanced composites.
| Material | Tensile Strength (MPa) | Yield Strength (MPa) | Density (g/cm³) | Specific Strength (MPa·cm³/g) |
|---|---|---|---|---|
| Alloy steel 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| Carbon steel 1045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| Titanium Ti-6Al-4V (forged) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Aluminum 7075-T6 (forged) | 500–570 | 430–500 | 2.81 | 178–203 |
| Gray cast iron | 170–250 | N/A (brittle) | 7.20 | 24–35 |
On an absolute strength basis, alloy steel forgings are competitive with titanium and far exceed aluminum and cast iron. On a specific strength basis (strength per unit weight), titanium and high-strength aluminum outperform alloy steel, which is why aerospace designs use titanium where weight is the primary driver. However, alloy steel forgings offer a cost-per-unit-strength advantage that titanium cannot match at scale, and their higher elastic modulus (200 GPa versus 114 GPa for titanium) means less deflection under load — critical for precision machinery, gears, and any application where dimensional stability under stress matters.
Section Size Effects on Alloy Steel Forging Strength
One of the most practically important and underappreciated aspects of alloy steel strength is how it degrades with increasing section size. Hardenability — the ability of a steel to be hardened to full martensite throughout its cross-section — determines how much of the theoretical maximum strength is actually achievable in a real component.
Carbon steel 1045 has very limited hardenability. In a 25mm diameter bar, quenching in water produces a near-fully martensitic microstructure and close to maximum strength. In a 100mm diameter bar, the core cools far too slowly to transform to martensite, remaining as coarse pearlite with tensile strength 30–40% lower than the surface. By 200mm diameter, even the surface of a 1045 bar may be incompletely hardened.
4140 alloy steel with its chromium and molybdenum additions maintains substantially better hardenability. Through-hardening to uniform martensite is achievable to approximately 75mm diameter in oil quench. 4340, with its added nickel content, extends this to 100mm or beyond in oil quench. For alloy steel forgings above 200mm in critical cross-section, grades specifically designed for large sections — such as 26NiCrMoV14-5 or 34CrNiMo6 — are required to ensure that minimum yield strength specifications are met throughout the section, not just near the surface.
This is why large alloy steel forgings for turbine rotors, heavy crankshafts, or reactor pressure vessels use different material grades than smaller components: the alloying must be sufficient to carry through-hardening properties to the centerline of a forging that might be 500mm or more in diameter.
Fatigue Strength of Alloy Steel Forgings: The Cyclic Loading Reality
Static tensile and yield strength are not the only measures that matter. Most structural failures in service occur not from a single overload but from fatigue — the progressive growth of cracks under repeated cycling loads well below the static yield point. This is where alloy steel forgings demonstrate advantages that simple tensile strength numbers do not capture.
Fatigue strength (the stress amplitude that a material can endure for 10⁷ cycles without fracture) follows a general relationship with tensile strength for steels up to approximately 1400 MPa tensile: the fatigue limit is roughly 0.45–0.50 times the tensile strength. This means a 4140 alloy steel forging with 1000 MPa tensile strength has an endurance limit of approximately 450–500 MPa — roughly double that of a 1045 carbon steel forging at 600 MPa tensile.
Above 1400 MPa tensile strength, this simple ratio breaks down. High-strength alloy steel forgings become increasingly sensitive to surface finish, residual stresses, and microstructural cleanliness. A 4340 forging at 1600 MPa with a machined surface finish has a much lower actual fatigue limit than a polished specimen, because surface scratches act as stress concentrators. This is why high-performance alloy steel forgings for aerospace and motorsport are shot-peened after machining — the compressive residual stress layer induced by shot peening can increase fatigue life by a factor of 2–4 under representative loading conditions.
The combination of controlled forging practice, fine grain heat treatment, and surface peening can push the effective fatigue strength of a 4340 alloy steel forging to 700–800 MPa — a value that drives automotive and aerospace preference for forged components over machined billet, where grain flow is arbitrary and surface compressive layers are absent.
Key Alloy Steel Forging Grades and Their Strength Profiles
Understanding the practical strength envelope of the most commonly specified alloy steel forging grades gives engineers a working reference for initial material selection.
AISI 4140: The General-Purpose Workhorse
4140 (0.38–0.43% C, 0.8–1.1% Cr, 0.15–0.25% Mo) is the most widely used alloy steel forging grade in general industrial and oil and gas applications. In the Q&T condition, it delivers 900–1100 MPa tensile strength with adequate toughness for most mechanical applications. It is the default material for drill collars, tool joints, coupling sleeves, flanges, and medium-duty shafting. Its excellent machinability in the pre-hardened condition (28–34 HRC) makes it practical for shops that lack heat treatment capability after machining.
AISI 4340: High-Strength Structural Applications
4340 (0.38–0.43% C, 1.65–2.00% Ni, 0.70–0.90% Cr, 0.20–0.30% Mo) occupies the step above 4140 in strength and toughness. The nickel addition is the key differentiator: it extends hardenability to larger sections and dramatically improves low-temperature toughness. 4340 alloy steel forgings are the standard material for aircraft landing gear (typically at 1930 MPa tensile per MIL-S-5000), heavy-duty crankshafts in large diesel engines, and high-performance axle shafts. Its deep hardenability makes it the minimum acceptable grade for forged parts above 75mm cross-section where full mechanical properties are required throughout.
300M: Aerospace Ultra-High Strength
300M is essentially 4340 modified with 1.45–1.80% silicon and 0.05–0.10% vanadium. The silicon addition retards the softening of martensite during tempering, allowing the steel to reach tensile strengths above 1930 MPa while maintaining fracture toughness values above 60 MPa√m — a combination that 4340 cannot achieve at the same strength level. Nearly every commercial and military aircraft landing gear axle produced since the 1960s has been a 300M alloy steel forging. Its fatigue and fracture toughness credentials in that safety-critical application have made it virtually irreplaceable despite decades of competing material development.
EN36 and EN39: Case Hardening Alloy Steels
These nickel-chromium carburizing grades are used for alloy steel forgings where a very hard, wear-resistant surface (60–64 HRC) must coexist with a tough, impact-resistant core. After forging, carburizing or carbonitriding adds carbon to a depth of 0.5–2.0mm at the surface. The result is a component that absorbs shock loads through the tough core while resisting contact fatigue and wear at the surface — the exact combination required by heavy-duty gears, camshafts, and splined shafts in power transmission and mining equipment.
H13 and H11: Hot Work Tool Steel Forgings
H13 (5% Cr, 1.5% Mo, 1% V) is the global standard for hot work tooling. When produced as a forging rather than bar stock, H13 benefits from the same grain flow and density advantages described for structural alloy steels. Forged H13 die inserts for aluminum die casting achieve service lives 20–40% longer than machined-from-bar alternatives in documented production comparisons, simply because the forging closes microporosity and aligns carbide distribution more favorably. H13 hardness in service is typically 44–50 HRC, delivering compressive yield strength above 1600 MPa at room temperature, maintained above 600 MPa at 600°C.
Testing and Verifying Alloy Steel Forging Strength
Strength claims for alloy steel forgings are not accepted on the basis of material certificates alone in most critical applications. Physical testing of test coupons taken from production forgings — or from representative prolongations attached to the forging — is required by most procurement standards.
Standard qualification tests for alloy steel forgings include:
- Room temperature tensile test: Measures ultimate tensile strength, 0.2% proof (yield) strength, elongation %, and reduction of area %. These four values fully characterize the static mechanical response.
- Charpy V-notch impact test: Conducted at specified temperature (often 0°C, -20°C, or -40°C depending on the application), this measures absorbed energy in Joules and confirms the material is not operating in its brittle transition zone.
- Brinell or Rockwell hardness: A quick, non-destructive proxy for tensile strength (1 HBW ≈ 3.5 MPa tensile for steels) used to screen forgings before destructive testing and to verify heat treatment uniformity across a batch.
- Ultrasonic testing (UT): Volumetric inspection to detect internal defects that would reduce effective load-carrying cross-section. Acceptance levels per ASTM A388 or EN 10228-3 define the maximum permissible indication size.
- Fracture toughness (K₁c): Required for aerospace and nuclear alloy steel forgings. Measures the stress intensity factor at which a crack will propagate unstably, expressed in MPa√m. 4340 at 1380 MPa tensile typically achieves K₁c of 50–60 MPa√m; 300M at the same strength level achieves 65–80 MPa√m due to the silicon modification.
In oil and gas applications governed by NACE MR0175, hardness testing is not just a quality check — it is a safety verification, since any alloy steel forging exceeding 22 HRC (approximately 760 MPa tensile) is prohibited in sour service environments due to sulfide stress cracking risk. This is one of the cases where the maximum allowable strength is lower than what the material is capable of, driven by environmental cracking rather than mechanical loading limits.
Real-World Strength Performance: Alloy Steel Forgings in Service
Laboratory mechanical property data shows what alloy steel forgings can achieve under controlled conditions. What happens in field service often tells a more complete story about the combination of strength, fatigue resistance, and toughness that makes alloy steel forgings the dominant choice across high-demand industries.
In commercial vehicle powertrains, forged alloy steel crankshafts routinely accumulate 800,000 km or more of service with no fatigue failures when manufactured to specification. The same crankshaft geometry produced from nodular cast iron — a common cost-reduction substitution — shows fatigue failures at one-third to one-half the mileage under equivalent conditions, which is why every heavy truck OEM continues to specify alloy steel forgings for crankshafts despite the higher material cost.
In the oil and gas sector, 4140 alloy steel drill collar forgings operate under combined torsion, bending, and axial loads in bottom-hole assemblies, cycling millions of times over the life of a well. The documented drill collar failure rate for properly heat-treated 4140 forgings meeting API Spec 7-1 requirements is extremely low — and the majority of failures that do occur trace to improper heat treatment, corrosion damage, or handling damage rather than inherent material weakness.
In the power generation sector, large low-alloy steel rotor forgings for steam turbines — typically 25–100 tonnes — have demonstrated service lives exceeding 40 years under continuous cyclic thermal and mechanical loading in base-load power plants. The performance record is a direct consequence of the tight composition control, vacuum degassing, and comprehensive mechanical testing that large alloy steel forgings undergo before leaving the forging facility. No other manufacturing route for rotors of that size and weight has approached the same reliability record.