英语
英语 德语
德语 阿拉伯语
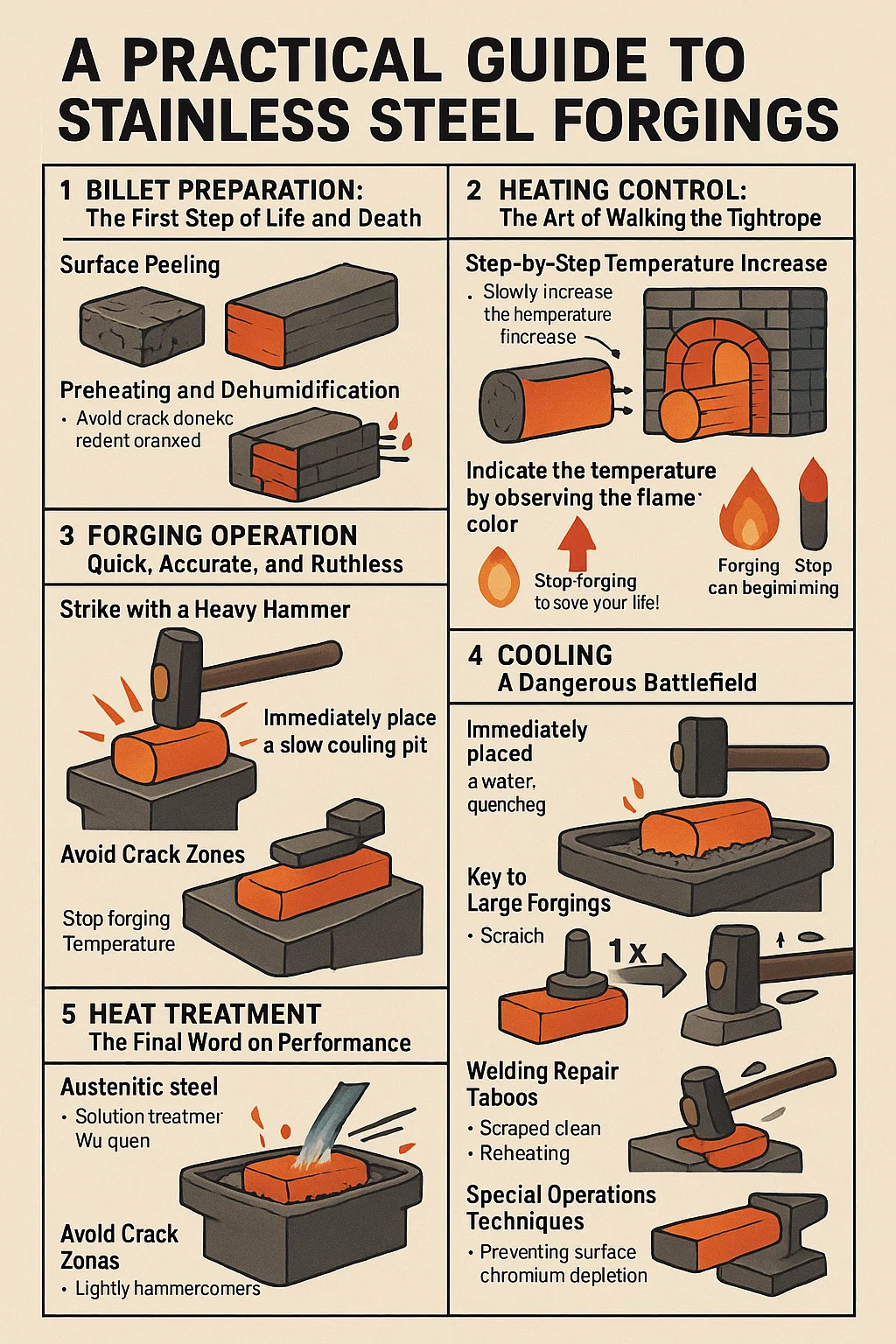
阿拉伯语A Practical Guide to Stainless Steel Forgings
1. Billet Preparation: The First Step of Life and Death
Surface Peeling: Stainless steel billets must be thoroughly ground to remove scale and cracks—a small amount of rust means wear after forging.
Preheating and Dehumidification: Slowly increase the temperature from 200-400°C to expel hydrogen and prevent hydrogen embrittlement cracking in high-alloy steel.
2. Heating Control: The Art of Walking the Tightrope
Step-by-Step Temperature Increase:
Slowly increase the temperature below 650°C (to prevent thermal stress cracking).
Rapidly increase the temperature above 800°C (to shorten high-temperature exposure time).
The Iron Rule of Precise Temperature Control:
Austenitic stainless steel (e.g., 304): Never stay in the 500-850°C range for more than 15 minutes (otherwise, corrosion resistance collapses).
Martensitic stainless steel (e.g., 420): Stop the furnace immediately if the temperature exceeds 1100°C (overheating will render it useless).
Indicate the temperature by observing the flame color:
Bright yellow (approximately 1100°C) → Forging can begin. Dark red (<900°C) → Stop hammering to save your life!
3. Forging Operation: Quick, Accurate, and Ruthless
Strike with a Heavy Hammer:
High-alloy steel has poor thermal conductivity → The surface cools quickly; the core must be hammered through within three blows.
Deformation >20% per blow (to prevent surface cracks from extending inward).
Avoid Crack Zones:
Stop Forging Temperature: Austenitic steel ≥850°C, martensitic steel ≥950°C (forging below this temperature will inevitably crack).
Lightly hammer and polish corners (high-risk areas for stress concentration).
4. Cooling: A Dangerous Battlefield
Martensitic Stainless Steel (e.g., 420/440):
Immediately place the steel in a slow cooling pit (buried in hot sand/asbestos felt) after forging → Cooling too quickly = cracking!
Cool to below 300°C, then air cool. Austenitic stainless steel (such as 304/316):
Water quenching for rapid cooling (skipping the 500-800°C carbide precipitation zone) → Maintaining corrosion resistance!
Duplex stainless steel (such as 2205):
Air cooling to room temperature → Strictly avoid water quenching (to prevent phase transformation stress cracking).
5. Heat Treatment: The Final Word on Performance
Austenitic steel:
Solution treatment: Water quenching at 1100°C → Dissolves carbides, achieving peak corrosion resistance.
Martensitic steel:
Annealing and softening: Slow cooling at 850°C → Facilitates machining.
Quenching + tempering: Oil quenching at 1000°C + tempering at 200-300°C → Hardness of HRC 50+, making it a highly wear-resistant tool.
6. Special Operations Techniques
Preventing surface chromium depletion:
Passing argon/nitrogen through the heating furnace → Preventing scale formation (oxidation = chromium loss = plummeting corrosion resistance). Key to Large Forgings:
"Two Light, One Heavy" Hammering Technique: First, lightly hammer to loosen the core, then hammer hard to shape it (to prevent the core from melting and cracking).
Welding Repair Taboos:
Forging defects must not be directly welded! They must be scraped clean, reheated, and then forged to close the gap (welding repair = corroded bullseye).